

 联系我们
联系我们

声明:本媒体部分图片、文章来源于网络
“MAG(
在半自动或自动进行的MAG焊接中,会采用铁丝状的焊丝作为电极,来替代被覆电弧焊接(人力手工作业进行的电弧焊接)中的焊条。
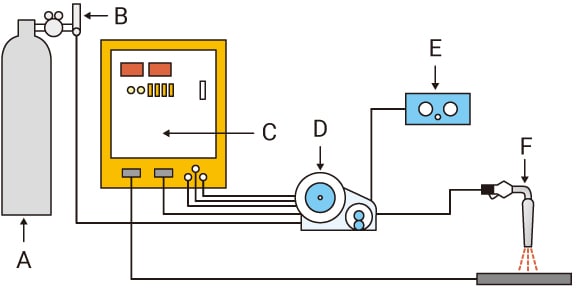
焊丝会被卷成线圈状,安装到焊丝供应装置中,由电动马达驱动传送滚轴,将焊丝自动传送到焊炬顶部。对焊丝通电的操作,将在支撑焊丝的接触片通过时进行。
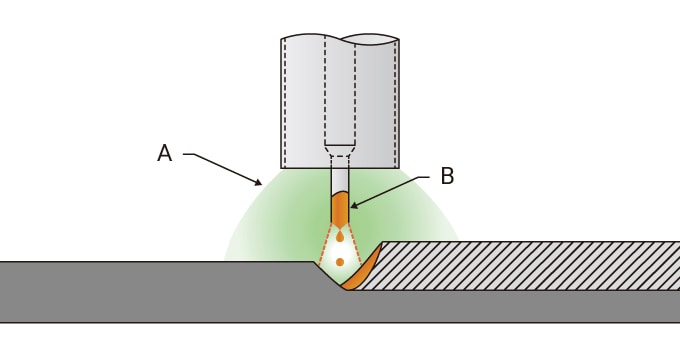
焊丝与母材之间产生的电弧,能够在熔解焊丝与母材的同时进行焊接。此时,设备将通过喷嘴,向焊接部分周围供应保护气体,将电弧、熔融材料与大气隔离开来。保护气体可使用二氧化碳气体、氩气与二氧化碳的混合气体,或含有百分之十以下氧气的氩气混合气体。
相较于被覆电弧焊接,作为熔敷金属的电极熔敷速度更快,具有“母材融入深,作业效率高”的优点。此外,还具有“焊接金属优质”、“可以在机器人等设备上配备焊接焊炬,进行自动焊接”等巨大优势。
- 焊接电源
- 焊丝供应装置
- 焊接焊炬
- 液化气瓶
MAG焊接可根据保护气体种类、焊接焊丝种类等进行分类。
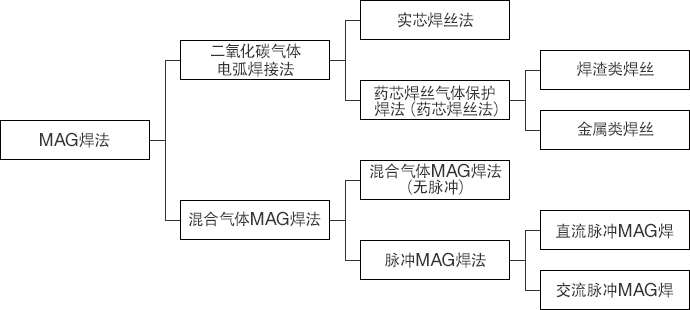
作为焊接焊丝,“实芯焊丝”是一种截面均质的焊丝,对于碳素钢用焊丝,为了提高耐锈蚀性及通电性,在表面施加了镀铜工艺。此外,还有未经镀铜的无镀层焊丝,这种焊丝具有“可获得稳定电弧”、“便于维护焊接焊炬内部”的优点。
“焊剂焊丝”是焊丝内部含有焊剂的焊丝。具有“可获得稳定电弧”、“溅射少”、“焊接焊缝美观”等优点。
同时还具有“焊渣类焊丝”熔敷速度快,“金属类焊丝”焊渣产生量少的特点。